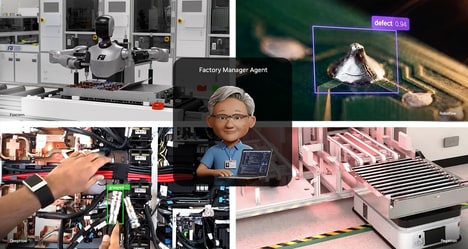
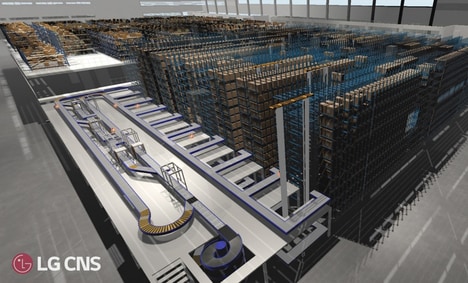
This development highlights the growing adoption of AI-powered digital twins in manufacturing, where virtual replicas of factories use real-time data to optimize production, predict maintenance needs, and improve operational performance. Unilever's expansion of AI-enabled digital twins goes beyond traditional monitoring by incorporating predictive analytics and AI agents that can identify bottlenecks, simulate outcomes, and recommend process adjustments. The approach allows manufacturers to test changes digitally before applying them on production lines, reducing risk while improving efficiency, quality, and sustainability outcomes. Applications ranging from deodorant production to detergent manufacturing demonstrate how virtual factory systems can generate measurable improvements across diverse product categories.
From a business perspective, the initiative strengthens operational resilience while lowering costs associated with waste, downtime, and energy consumption. Digital twins also create a scalable framework for continuous improvement across global facilities. As AI-driven manufacturing tools become more sophisticated, companies that successfully combine real-time data, automation, and human oversight may gain a significant advantage in productivity, speed, and supply chain responsiveness.
Image Credit: Unilever
Key Themes Behind This Trend
- AI Factory Twins
- Virtual replicas of production environments create new potential for predictive optimization, faster experimentation, and lower-risk process redesign across complex manufacturing networks.
- Autonomous Process Intelligence
- AI agents embedded in operational systems signal a shift toward factories that can detect bottlenecks, model outcomes, and surface efficiency improvements in near real time.
- Predictive Sustainability
- Data-driven simulation tools make energy use, waste reduction, and quality control more measurable, enabling sustainability performance to become a core manufacturing advantage.
Where This Applies
- Consumer Goods Manufacturing
- Large-scale producers can use digital twin systems to improve throughput, product consistency, and resource efficiency across diverse categories such as personal care, cleaning, and packaged goods.
- Industrial Automation
- The convergence of sensors, AI analytics, and connected equipment expands demand for intelligent platforms that coordinate production decisions beyond traditional factory control systems.
- Supply Chain Technology
- Real-time manufacturing visibility strengthens planning, responsiveness, and resilience by linking factory performance data more directly with procurement, logistics, and demand forecasting systems.